
Distribution & Logistics Manufacturing Thermal Monitoring Condition Monitoring Blog
TL;DR - Why Early-Stage Bearing Failures in Conveyor Systems Get Missed: Conveyor bearing failures rarely happen without warning. The problem is that the early signals — localized heat, subtle vibration shifts, and changes in acoustic patterns — often develop between inspection cycles and below alarm thresholds. In high-throughput conveyor environments, that creates a visibility gap where degradation progresses unnoticed until a line stops mid-operation.
This blog explains:
- how conveyor bearing failure symptoms actually develop;
- why traditional inspections and single-sensor monitoring approaches miss them; and
- what early detection requires in practice.
The key shift is moving from periodic checks to continuous, multi-sensor condition visibility that tracks changes against each asset’s historical baseline.
The bearing looked fine on the last walkdown at the sortation hub. No alarms, no faults showing in the PLC, nothing flagged by the OEM system. The next scheduled inspection was three weeks out. Then the line stopped, mid-sort, during a peak outbound wave, and the maintenance team spent the next several hours troubleshooting under pressure.
The first questions are always the same: Where did it happen? How bad is it? Can we reroute? Meanwhile the sort is backing up, the wave is slipping, the dispatch window is already in motion, and no one saw the conveyor bearing failure symptoms coming.
Then comes the harder question, the one that follows you after the repair is done and the line is back up: how long had it been building?
How Bearing Degradation Actually Progresses
Conveyor bearing failure symptoms don't announce themselves loudly. Bearings degrade through a sequence of physical changes that typically unfold over hours to days, sometimes weeks, before functional failure occurs.
It starts with friction. As lubrication breaks down, surfaces begin wearing against each other, or a component shifts out of alignment. In many conveyor bearings, early degradation appears as microscopic outer race spalling — surface fatigue that begins pitting and flaking at the raceway under repeated load cycles. Friction generates heat, and that heat begins concentrating at the bearing housing. At this stage the temperature increase is localized and gradual, often just a few degrees above the asset's normal operating range.

.png?width=432&height=243&name=Conveyor%20bearing%20failure%20progression%20showing%20outer%20race%20spalling%20(2%20of%202).png)
Conveyor bearing failure progression showing outer race spalling.
As friction continues, wear accelerates. The bearing is working harder to maintain the same output, and that mechanical stress begins showing up in the ultrasound harmonics. Patterns shift subtly. The asset may still be running within acceptable parameters by every available measure, but the internal condition is no longer what it was.
Left unaddressed, that progression continues until the bearing reaches a point where it can no longer sustain normal operation. By that stage, the heat signature is significant, the vibration is measurable by standard tools, and failure is close.
Each of these stages produces real, measurable signals. Localized temperature at the bearing housing. Shifts in vibration frequency and amplitude. Changes in acoustic output. The progression is readable if you have continuous visibility into those signals and a baseline to compare them against. And the stakes of missing it go beyond the mechanical.
A mid-sort failure doesn't just idle the line. The cost exposure compounds quickly across delayed parcels, overtime and re-handling, downstream network imbalances, and customer service escalations. The longer the degradation goes undetected, the narrower the window to intervene before those costs become unavoidable.
Why Most Inspections Miss Early Bearing Degradation Symptoms
Teams that inspect regularly, monitor alarms, and follow maintenance schedules still get caught off guard by bearing failures. That's not a coincidence or a resource problem. It points to something more structural: a visibility gap between when degradation begins and when the tools most facilities rely on are designed to respond. That gap has several layers, and they tend to compound each other.
Inspection Frequency vs. Degradation Rate (The P-F Interval)
Scheduled maintenance is designed to capture the condition of an asset at a point in time, not to track how that condition is changing between visits. A bearing that begins degrading on a Tuesday in a high-throughput sortation environment may reach failure within 72 hours. If the last check happened two weeks prior, that entire progression plays out in a blind spot. Increasing inspection frequency helps reduce the margins, but the gap between how fast degradation can move and how often a technician can realistically cover the floor is difficult to close through scheduling alone.
Human Perception Limits
Even when a technician is on the floor, early-stage bearing degradation often falls below what human senses can reliably detect. A bearing housing running 8°C above its normal operating range doesn't feel dramatically different to the touch. A gradual shift in harmonics pattern is difficult to isolate by ear when the sortation system around it is running at full speed. The signals are there, but they're not loud enough for sensory checks to capture them.
Alarm Thresholds
Existing safety nets like OEM alarms and Programmable Logic Controllers (PLCs) are designed to report standard status or trigger at maximum thresholds to protect equipment, meaning they only fire when the asset is already on the brink of failure. Tracking gradual condition changes below those thresholds is outside what they were designed to do. By the time a parameter crosses a limit and an alarm fires, the degradation has typically been underway for some time.

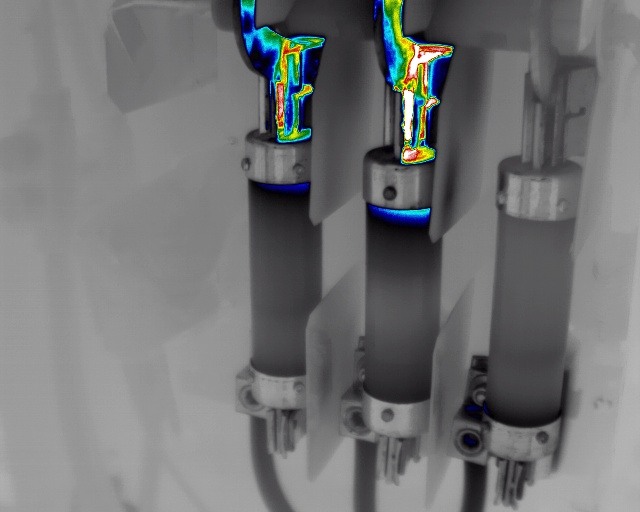
Technician reviewing electrical control panel data — alarm thresholds often trigger only after degradation is already underway.
Single-Sensor Monitoring
When continuous monitoring is in place, it often only covers part of the picture. Vibration monitoring alone won't catch early-stage bearing heat. Thermal monitoring alone won't surface subtle vibration pattern shifts. Each signal type reveals something the other misses, and without both together, it's difficult to separate meaningful degradation from operational noise with enough confidence to act on it.
The Baseline Problem
The last piece is baseline context. Knowing that a bearing is running within a broadly acceptable temperature range is less useful than knowing it's running 2°C hotter than its own historical baseline. Without continuous data collection, that comparison doesn't exist. Calendar-based inspections with handheld tools capture a value, not a trend. Without continuous conveyor condition monitoring, that comparison doesn't exist and a value without context is difficult to act on.
Taken together, these gaps explain why bearing failures still surprise maintenance teams that are doing everything right by conventional standards. The question worth asking isn't whether the current tools are working. It's whether they're designed to see what you actually need to see.
What Early Bearing Failure Detection Actually Requires
Closing the visibility gap requires shifting from a reactive to an early detection mindset. Effective bearing failure detection means changing what you're measuring, how often, and against what reference point.
“Just because you can detect it doesn’t necessarily mean you won’t still have the event. The idea is that you have enough time to plan your maintenance correctly.”
Bryan Suharik, Reliability Engineer
Continuous Visibility
Periodic snapshots can't surface a fault that develops between inspection cycles. The relevant question isn't what the bearing's temperature was at the last walkdown. It's whether that temperature has been trending upward for the past 72 hours. Continuous observation shifts the frame from confirming current status to tracking how conditions are changing over time.

Thermal imaging combined with conveyor system monitoring — multi-signal context helps distinguish meaningful degradation from normal operating variation.
Multi-Signal Context
Single-sensor approaches create either false confidence or excessive false positives. Temperature and vibration together tell a more complete story than either alone. A bearing running slightly hot is worth noting. That same bearing showing a simultaneous shift in its vibration pattern is worth acting on. Early degradation detection requires corroborating signals to separate meaningful trend changes from operational noise.
How Vibration Extends Bearing Fault Detection
Thermal monitoring gives teams a persistent view of heat building in a bearing assembly—a reliable signal that degradation is progressing. But by the time heat is measurable, the fault may already be well advanced. Vibration catches the earlier mechanical signal. Changes in vibration pattern, like those associated with surface defects, race wear, and lubrication breakdown, can appear before a bearing has generated significant heat. That is the detection window thermal monitoring alone can miss.
MSAI Connect now includes vibration monitoring alongside fixed-mount thermal monitoring. Together, thermal and vibration provide two complementary detection paths for bearing degradation:
-
Vibration identifies early mechanical change, including on slow-rotating and intermittent-duty assets that legacy vibration platforms often miss
-
Thermal confirms when degradation has progressed to a point that warrants dispatch
-
When both signals are elevated on the same asset, the team has a stronger, corroborated signal to act on
MSAI samples vibration at less than one second during active vibration loads, and at 10-second intervals in low-vibration or idle states, with an always-listening mode for threshold-crossing events at the sensor. Legacy vibration platforms typically sample hourly, with 3-4 hour confirmation latency. That sampling gap is where fast-progressing bearing faults develop undetected.
Historical Trending Against Asset Baseline
Knowing that a bearing housing is running at 65°C is less useful than knowing it normally runs at 58°C. The absolute value matters less than the deviation from that specific asset's historical pattern. A 7°C rise above baseline on a bearing that has been stable for months is a different situation than a bearing that routinely runs warm. That kind of context only exists if you've been collecting and comparing data continuously.
Individually, each of these requirements is straightforward. Together, they represent a meaningful shift in how reliability teams think about conveyor health: less about confirming that assets are running, and more about understanding how they're running relative to themselves and over time.
The Bottom Line: The Window Worth Protecting
Bearing failures in high-throughput conveyor environments are rarely sudden events. They're the end point of a progression that typically unfolds over hours to days, producing measurable signals at every stage. Heat builds at the housing. Vibration patterns shift. The degradation is sequential, and it's readable.
The reason maintenance teams still get surprised isn't that the signals aren't there. It's that the detection architecture most facilities operate wasn't built to surface them at that stage. Scheduled maintenance captures moments. Alarms confirm thresholds. Single-sensor monitoring tells part of the story. And by the time any of those systems flag a problem, the intervention window has often already closed.
That window is the thing worth protecting. Catching a bearing trending toward failure hours or days before it stops a line is the difference between a planned repair during a scheduled maintenance window and an emergency response mid-sort with a dispatch deadline closing in. The former is a maintenance event. The latter is an operational crisis.
Adding vibration alongside thermal monitoring closes the most common detection gap in conveyor bearing programs, the window between when a fault begins and when enough heat has built up to trigger a thermal alert. MSAI Connect provides both signals in one platform, so teams can detect bearing degradation earlier, triage faster, and act before a bearing failure becomes a line stoppage.
FAQ
What are the earliest conveyor bearing failure symptoms?
The earliest conveyor bearing failure symptoms are usually subtle increases in localized heat, minor vibration pattern changes, and shifts in acoustic or ultrasound harmonics. In many cases, the conveyor continues operating normally while internal degradation is already underway.
Why do conveyor bearing failures still surprise maintenance teams?
Most failures are missed because degradation develops between inspection cycles and below standard alarm thresholds. Scheduled inspections provide a moment-in-time snapshot, while PLCs and OEM alarms are typically designed to trigger only near failure conditions.
Why isn’t vibration monitoring alone enough?
Single-sensor monitoring only captures part of the degradation picture. Vibration monitoring may miss early thermal changes, while thermal monitoring alone may not detect subtle vibration pattern shifts. Multi-sensor condition monitoring provides the corroboration needed to distinguish meaningful degradation from operational noise.
What is the P-F interval in conveyor bearing monitoring?
The P-F interval is the window between when a fault first becomes detectable and when functional failure occurs. In high-throughput conveyor systems, that window can compress from weeks to days — or even hours — making periodic inspections fundamentally insufficient for some failure modes.
How does continuous conveyor condition monitoring improve detection?
Continuous monitoring tracks how conditions change over time instead of capturing isolated inspection snapshots. This allows reliability teams to identify gradual temperature increases, vibration deviations, and correlated signal changes before a bearing reaches critical failure.
What types of signals indicate early bearing degradation?
Early-stage bearing degradation typically produces:
- Localized temperature rise at the bearing housing
- Changes in vibration frequency and amplitude
- Ultrasound or acoustic harmonic shifts
- Friction-related heat buildup
- Progressive deviation from the asset’s normal baseline
These signals often appear long before catastrophic failure occurs.
Why is historical baseline data important?
A bearing operating at 65°C may not appear abnormal in isolation. But if that same bearing historically operates at 58°C, the trend becomes meaningful. Continuous data collection creates the baseline context required to identify deviations early enough for planned intervention.
What happens if conveyor bearing degradation goes undetected?
Undetected degradation can escalate into conveyor stoppages, labor stand-downs, missed dispatch windows, downstream operational bottlenecks, emergency repair costs, and accelerated component wear. In high-throughput environments, even a short failure event can create significant operational and economic disruption.
Interested in learning more about how to detect bearing failures in conveyors before things get serious? Book a technical session with the MSAI team. 👇

Keep reading

Condition Monitoring Blog Data Centers Electrical
Why Electrical Panels Overheat Under Normal Load — and a Six-Step Framework for Early Fault Detection
Condition Monitoring Blog Data Centers Electrical